Gain-Scheduled MPC Control of Inverted Pendulum on Cart
This example uses a gain-scheduled model predictive controller to control an inverted pendulum on a cart.
Pendulum/Cart Assembly
The plant for this example is the following cart/pendulum assembly, where x is the cart position and theta is the pendulum angle.

This system is controlled by exerting a variable force F on the cart. The controller needs to keep the pendulum upright while moving the cart to a new position or when the pendulum is nudged forward by an impulse disturbance dF applied at the upper end of the inverted pendulum.
System Equations
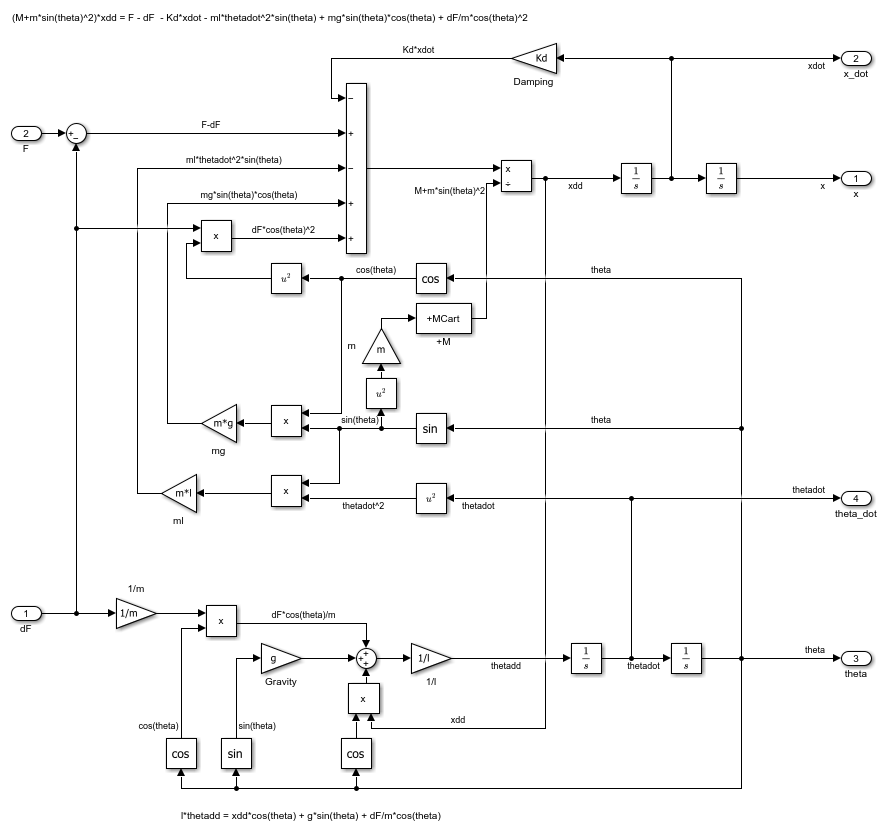
The system is described by the following equations, where l is the distance to the pendulum center of mass, m and M are the masses of the pendulum and the cart, respectively, and Kd is a viscous friction damping term.


For a thorough explanation of how the equations are derived, see Derive Equations of Motion and Simulate Cart-Pole System (Symbolic Math Toolbox).
This plant is modeled in Simulink® with commonly used blocks.
mdlPlant = 'mpc_pendcartPlant'; load_system(mdlPlant) open_system([mdlPlant '/Pendulum and Cart System'],'force')
Control Objectives
Assume the following initial conditions for the cart/pendulum assembly:
The cart is stationary at x =
0.
The inverted pendulum is stationary at the upright position theta =
0.
The control objectives are:
Cart can be moved to a new position between
-15and15degrees with a step setpoint change.
When tracking such a setpoint change, the rise time should be less than 4 seconds (for performance) and the overshoot should be less than
5percent (for robustness).
When an impulse disturbance of magnitude of
2is applied to the pendulum, the cart should return to its original position with a maximum displacement of1. The pendulum should also return to the upright position with a peak angle displacement of15degrees (0.26radians).
The upright position is an unstable equilibrium for the inverted pendulum, which makes the control task more challenging.
Choice of Gain-Scheduled MPC
In MPC Control of an Inverted Pendulum on a Cart, a single MPC controller is able to move the cart to a new position between -10 and 10. However, if you increase the step setpoint change to 15, the pendulum fails to recover its upright position during the transition.
To reach the longer distance within the same rise time, the controller applies more force to the cart at the beginning. As a result, the pendulum is displaced from its upright position by a larger angle such as 60 degrees. At such angles, the plant dynamics differ significantly from the LTI predictive model obtained at theta = 0. As a result, errors in the prediction of plant behavior exceed what the built-in MPC robustness can handle, and the controller fails to perform properly.
A simple workaround to avoid the pendulum falling is to restrict pendulum displacement by adding soft output constraints to theta and reducing the ECR weight (from the default value of 1e5 to 100) to further soften the output constraints.
mpcobj.OV(2).Min = -pi/2; mpcobj.OV(2).Max = pi/2; mpcobj.Weights.ECR = 100;
However, with these new controller settings it is no longer possible to reach the longer distance within the required rise time. In other words, controller performance is sacrificed to avoid violation of the soft output constraints.
To move the cart to a new position between -15 and 15 while maintaining the same rise time, the controller needs to have more accurate models at different angles so that the controller can use them for better predictions. Gain-scheduled MPC allows you to solve a nonlinear control problem by designing multiple MPC controllers at different operating points and switching between them at run time.
Control Structure
For this example, use a gain-scheduled MPC controller with:
One manipulated variable: Variable force F.
Two measured outputs: Cart position x and pendulum angle theta.
One unmeasured disturbance: Impulse disturbance dF.
mdlMPC = 'mpc_pendcartGSMPC';
open_system(mdlMPC)
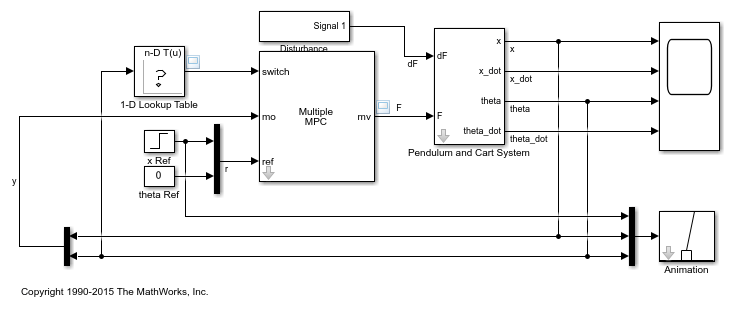
At each control interval, the 1-D Lookup Table block receives in input the measured value of theta from the plant, and selects the index of the specific controller (among the candidate MPC controllers) which was designed for an operating point in which theta is closer to the observed one. The selected controller then calculates the optimal value of the manipulated variables for the current observed plant output.
Although cart velocity x_dot and pendulum angular velocity theta_dot are available from the plant model, to make the design case more realistic, they are excluded as MPC measurements.
While the cart position setpoint varies (step input), the pendulum angle setpoint is constant (0 = upright position).
Linear Plant Model
Because the MPC controller requires a linear time-invariant (LTI) plant model for prediction, linearize the Simulink plant model at three different operating points.
Specify linearization input and output points.
io(1) = linio([mdlPlant '/dF'],1,'openinput'); io(2) = linio([mdlPlant '/F'],1,'openinput'); io(3) = linio([mdlPlant '/Pendulum and Cart System'],1,'openoutput'); io(4) = linio([mdlPlant '/Pendulum and Cart System'],3,'openoutput');
Create specifications for the following three operating points, where both cart and pendulum are stationary:
Pendulum is at 80 degrees, pointing right (theta =
-4*pi/9)Pendulum is upright (theta =
0)Pendulum is at 80 degrees, pointing left (theta =
4*pi/9) Note that the first and the last operating points are not equilibrium conditions so the time derivatives of the states are not necessarily zero.
angles = [-4*pi/9 0 4*pi/9];
for ct=1:length(angles)
Create operating point specification.
opspec(ct) = operspec(mdlPlant);
The first state is cart position x.
opspec(ct).States(1).Known = true;
opspec(ct).States(1).x = 0;
The second state is cart velocity x_dot (not zero if point is not steady state).
opspec(ct).States(2).SteadyState = false;
The third state is pendulum angle theta.
opspec(ct).States(3).Known = true;
opspec(ct).States(3).x = angles(ct);
The fourth state is angular velocity theta_dot (not zero if point is not steady state).
opspec(ct).States(4).SteadyState = false;
end
Compute operating points using these specifications.
options = findopOptions('DisplayReport',false);
[op,opresult] = findop(mdlPlant,opspec,options);
Obtain the linear plant model at the specified operating points.
plants = linearize(mdlPlant,op,io);
bdclose(mdlPlant)
Multiple MPC Designs
At each operating point, design an MPC controller with the corresponding linear plant model.
status = mpcverbosity('off'); for ct=1:length(angles)
Get a single plant model and set signals names.
plant = plants(:,:,ct);
plant.InputName = {'dF'; 'F'};
plant.OutputName = {'x'; 'theta'};
The plant has two inputs, dF and F, and two outputs, x and theta. In this example, dF is specified as an unmeasured disturbance used by the MPC controller for prediction. Set the plant signal types.
plant = setmpcsignals(plant,'ud',1,'mv',2);
To control an unstable plant, the controller sample time cannot be too large (poor disturbance rejection) or too small (excessive computational load). Similarly, the prediction horizon cannot be too long (the plant unstable mode would dominate) or too short (constraint violations would be unforeseen). Use the following parameters for this example:
Ts = 0.01;
PredictionHorizon = 50;
ControlHorizon = 5;
mpcobj = mpc(plant,Ts,PredictionHorizon,ControlHorizon);
Specify nominal input and output values based on the operating point.
mpcobj.Model.Nominal.Y = [0;opresult(ct).States(3).x];
mpcobj.Model.Nominal.X = [0;0;opresult(ct).States(3).x;0];
mpcobj.Model.Nominal.DX = [0;opresult(ct).States(2).dx;0;opresult(ct).States(4).dx];
There is a limitation on how much force we can apply to the cart, which is specified as hard constraints on manipulated variable F.
mpcobj.MV.Min = -200;
mpcobj.MV.Max = 200;
It is good practice to scale plant inputs and outputs before designing weights. In this case, since the range of the manipulated variable is greater than the range of the plant outputs by two orders of magnitude, scale the MV input by 100.
mpcobj.MV.ScaleFactor = 100;
To improve controller robustness, increase the weight on the MV rate of change from 0.1 to 1.
mpcobj.Weights.MVRate = 1;
To achieve balanced performance, adjust the weights on the plant outputs. The first weight is associated with cart position x and the second weight is associated with angle theta.
mpcobj.Weights.OV = [1.2 1];
To achieve more aggressive disturbance rejection, increase the state estimator gain by multiplying the default disturbance model gains by a factor of 10.
Update the input disturbance model.
disturbance_model = getindist(mpcobj);
setindist(mpcobj,'model',disturbance_model*10);
Update the output disturbance model.
disturbance_model = getoutdist(mpcobj);
setoutdist(mpcobj,'model',disturbance_model*10);
Save the MPC controller to the MATLAB® workspace.
assignin('base',['mpc' num2str(ct)],mpcobj);
end
mpcverbosity(status);
Closed-Loop Simulation
Validate the MPC design with a closed-loop simulation in Simulink.
open_system([mdlMPC '/Scope'])
sim(mdlMPC)
-->Converting model to discrete time. -->"Model.Noise" is empty. Assuming white noise on each measured output. -->Converting model to discrete time. -->"Model.Noise" is empty. Assuming white noise on each measured output. -->Converting model to discrete time. -->"Model.Noise" is empty. Assuming white noise on each measured output. -->Converting model to discrete time. -->"Model.Noise" is empty. Assuming white noise on each measured output.
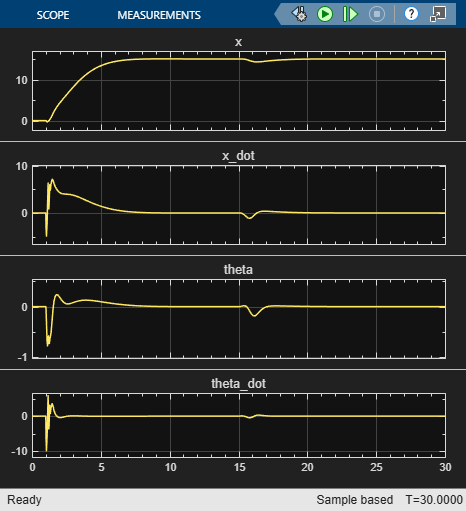
In the nonlinear simulation, all the control objectives are successfully achieved.
Close Simulink model.
bdclose(mdlMPC)
See Also
Functions
Objects
mpc|mpcstate|mpcmoveopt
Blocks
Topics
- Schedule Controllers at Multiple Operating Points
- Gain-Scheduled MPC Control of Nonlinear Chemical Reactor
- Gain-Scheduled Implicit and Explicit MPC Control of Mass-Spring System
- Swing-Up Control of Pendulum Using Nonlinear Model Predictive Control
- Nonlinear and Gain-Scheduled MPC Control of an Ethylene Oxidation Plant
- Derive Equations of Motion and Simulate Cart-Pole System (Symbolic Math Toolbox)
- Gain-Scheduled MPC
- What Is Model Predictive Control?